Un partenaire de confiance pour des produits en béton de qualité
Aujourd’hui, Interblocs s.a. c’est 33 emplois directs à votre écoute, une usine 100 % automatisée équipée d’un matériel de production de pointe (marque française Adler Technologie) installée sur un terrain de plus de six hectares, un chiffre d’affaires moyen de 10.000.000 EUR soit 120.000 tonnes de marchandises commercialisées annuellement. Les clients d’Interblocs sont des négociants en matériaux, des entreprises de travaux publics et privés, des artisans paysagistes, des administrations, des artisans paveurs, …
Mais Interblocs, c’est aussi 8 ares de nature préservée au sein même du site de production, 9 m³ de bassin piscicole, 400 MWh produits par notre installation photovoltaïque, 0 litige ou plutôt une multitude de clients heureux et surtout, une activité économique privilégiant l’humain.
Fabriquer et commercialiser des produits qualitatifs (nos normes de références sont les normes européennes en vigueur selon les produits, le tout intégré dans un système qualité ISO 9001) en limitant notre impact sur l’environnement, tel est notre objectif !
Engagement d'Interblocs pour la durabilité
Depuis 2007 et la reprise d’Interblocs par Jean-Guy Delhaise, Interblocs place la durabilité au cœur de son activité. Conscients de l'importance de préserver notre environnement, nous mettons en œuvre des actions concrètes afin de minimiser notre impact écologique tout en garantissant des produits de qualité et économiquement plus compétitifs. Installés dans une région naturelle remarquable, nous avons à cœur de contribuer à sa préservation.
Approvisionnement responsable et ancrage local
Nous privilégions des fournisseurs de matières premières situés à proximité de notre site de production. Cette démarche réduit l’empreinte carbone liée au transport et soutient l’économie locale en collaborant avec des entreprises régionales.
De plus, nous conservons plusieurs zones naturelles préservées sur notre site, afin de limiter notre impact sur la biodiversité environnante.
Gestion des déchets et recyclage
Dans les bureaux comme en production, nous sommes attentifs à la gestion de nos déchets. Notre processus de production est optimisé pour limiter la génération de déchets. Ceux qui sont inévitables sont systématiquement recyclés en interne ou confiés à des entreprises externes spécialisées.
Quelques exemples concrets de nos actions :
Recyclage du béton : les rebuts de béton sont concassés pour être réutilisés.
Tri des déchets : nous effectuons un tri rigoureux des déchets (plastique, métal, papier, bois, béton…) afin d’optimiser leur valorisation.
Gestion des palettes : nos palettes sont consignées et réparées lorsque c'est nécessaire et possible. Si elles deviennent inutilisables, nous les mettons à disposition de la population locale pour un nouvel usage.
Consommation d’eau optimisée : notre processus de production nécessite très peu d’eau, réduisant ainsi notre impact sur cette ressource précieuse.
Transition écologique et innovations durables
Nous intégrons progressivement des solutions innovantes afin de contribuer activement à la transition écologique dans notre secteur :
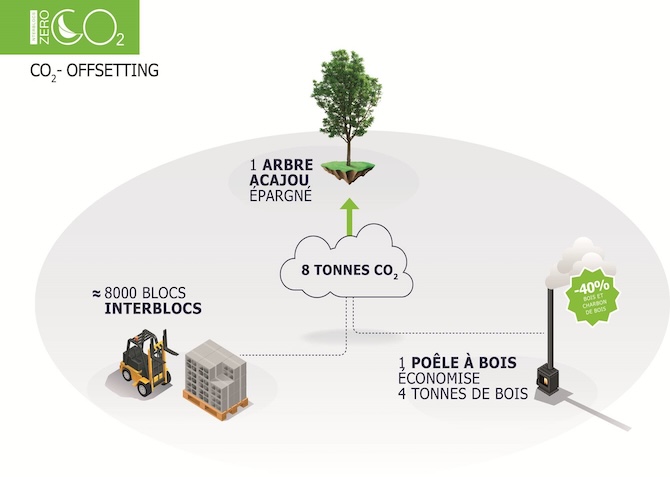
Blocs 0CO2 : identiques à des blocs traditionnels, ces blocs sont vendus avec une légère majoration qui permet de financer des actions de compensation carbone, telles que des programmes de reforestation.
Énergie solaire : notre site est équipé de 1 500 panneaux solaires, nous permettant de produire plus d’énergie que nous n’en consommons. Nous explorons également des solutions de stockage d’énergie pour une utilisation plus efficiente de notre production.
Optimisation logistique : nous améliorons constamment l’organisation de nos transports pour réduire les trajets à vide et optimiser le remplissage de nos camions.
Bilan carbone : nous avons engagé une analyse complète de notre empreinte carbone afin d’identifier les axes d’amélioration et d’optimiser nos émissions de CO2.
Migration vers l’électrique : notre parc de véhicules évolue progressivement vers des solutions plus durables. Nous remplaçons progressivement nos élévateurs et voitures thermiques par des modèles électriques afin de réduire notre empreinte carbone liée aux transports internes et aux déplacements professionnels.
Ciment EvoZero : à partir de l’automne 2025, nous serons les premiers en Belgique à intégrer EvoZero, le premier ciment neutre en carbone au monde, développé par notre cimentier Heidelberg Materials.
Qu'est-ce que le ciment evoZero ?
Le ciment evoZero représente une avancée majeure dans la réduction de l'empreinte carbone de l'industrie cimentière. Développé par Heidelberg Materials, il s'agit du premier ciment au monde dont le bilan net de carbone est nul grâce à la technologie de captage et de stockage du carbone (CSC). Cette technologie innovante permet de capter une quantité significative de CO₂ émis lors de la production de clinker, principal constituant du ciment. L'usine de Brevik, en Norvège, est pionnière en la matière, avec une capacité prévue de capturer 400 000 tonnes de CO₂ par an, soit 50 % des émissions de l'usine.
Les clients auront le choix entre deux produits evoZero :
evoZero Carbon Captured Brevik : produit en mass balance, fabriqué et livré depuis l'usine de Brevik.
evoZero Carbon Captured : livré depuis n'importe quelle usine européenne proche du projet du client, tout en bénéficiant des réductions de carbone réalisées à Brevik.
Les mécanismes de captage du carbone et de comptabilisation des émissions ont été vérifiés de manière indépendante par un tiers, garantissant que chaque tonne de CO₂ capturée est comptabilisée une seule fois. De plus, la technologie blockchain assure une transparence et une traçabilité totales des attributs de capture du carbone, fournissant aux clients une preuve vérifiable de leur achat d'evoZero.
L'intégration d'evoZero dans notre processus de production renforcera notre engagement en faveur de la durabilité, en nous permettant de proposer des produits neutres en CO₂ sans compromettre la qualité ou la performance. Plus d’informations sur EvoZero : www.evozero.com/fr.
Conclusion
L'engagement d’Interblocs pour la durabilité se traduit par des actions concrètes et mesurables à chaque étape de notre activité. Nous sommes convaincus que le secteur du béton doit évoluer vers des pratiques plus respectueuses de l’environnement, et nous nous inscrivons pleinement dans cette dynamique en anticipant les solutions de demain. Grâce à ces initiatives, nous contribuons activement à la construction d’un avenir plus durable tout en offrant à nos clients des produits performants et responsables.
Processus blocs neutres en CO2
Le bloc neutre en CO2
Process
1. Réception des matières premières
Les sables et les grenailles sont acheminés par camions et sont stockés dans les 4 trémies de 50 tonnes chacune. Le ciment est stocké en silo, les adjuvants dans des cuves de 2000 litres et les granulés de colorants sont fournis en bigs-bags.
2. Dosage des matières premières
Les sables et granulats sont conduits automatiquement sur une bande peseuse-transporteuse située sous les trémies et ensuite, sont déversés dans le malaxeur. Le ciment est acheminé dans la bascule située au-dessus du malaxeur par une vis sans fin. La bascule libère la quantité exacte de ciment.
Les différents adjuvants liquides sont dosés par une installation automatique composée entre autre de pompes qui enverront les adjuvants dans le malaxeur.
Les colorants primaires sont dosés et mélangés par une installation automatique pour obtenir le poids et la teinte exacts.
3. Le malaxeur
Le malaxeur, d'une capacité de 0,6 m³, mélange les composants uniformément. L'adjonction d'eau est commandée automatiquement en fonction du produit à fabriquer et de l'humidité du mélange mesurée par une sonde hygrométrique des plus performantes.
4. Trémie d'attente
Une fois le mélange homogène, le béton est acheminé jusque dans la trémie d'attente de la presse vibrante via un tapis roulant.
5. Presse vibrante
Une partie du béton provenant de la trémie d'attente est déversée dans un tiroir qui coulisse sur un moule en le remplissant de béton. Le béton est tassé et vibré, puis les produits sont démoulés sur une planche en bois dur et évacués vers un ascenseur.
Un moule pour le bloc de 39/19/19 permet de fabriquer 9 blocs à la fois tandis qu'un moule pour pavés rustiques 14,5/14,5/6 permet la fabrication de 64 pièces par cycle.
La production journalière de l'usine est de 2000 planches, soit 18 000 blocs de 39/19/19 ou 2660 m² de pavés 14,5/14,5/6.
6. Ascenseur
16 planches de produits frais sont disposées dans l'ascenseur, situé à la sortie de la presse vibrante.
7. Transbordeur
Un robot transbordeur sur rails les emporte et les conduit dans une des 10 étuves. Les produits y restent pendant 24 h au minimum sans apport extérieur de chaleur et d'humidité.
8. Palettisation
24h en étuve permettent un durcissement suffisant des produits pour leur manipulation. Ils sont acheminés vers la chaîne de palettisation par le transbordeur. C'est à cet endroit qu'ils sont groupés en palette ou en paquet au moyen d'une pince. Ils sont ensuite expédiés, via l'emballage vers la chaîne extérieure.
9. Emballage
Tous les produits Interblocs sont cerclés d'un ou plusieurs feuillards et/ou emballés sous housse plastique thermo rétractable. Ensuite, ils sont étiquetés.
10. Stockage
A la sortie de la chaîne extérieure, les palettes ou paquets sont manutentionnés par un élévateur pour être entreposés sur l'aire de stockage de 3 hectares ou dans un hall de stockage pour les produits plus délicats ou à faible rotation afin de les préserver des intempéries.
11. Trommels
Pour donner un aspect rustique aux pavés fabriqués en arêtes vives ,un tambour métallique légèrement incliné tourne lentement pour écorner les coins et épaufrer les arêtes.
Le premier trommel conduit les pavés vers un tapis roulant relié à la sortie du tambour afin de charger les camions en vrac ou remplit les bigs-bags.
Un autre trommel effectue le même travail mais cette fois, le tapis roulant est dirigé vers le hangar pour palettiser les pavés rustiques.
12. Chaîne de palettisation
Les pavés, après passage dans le trommel, sont amenés sur une table vibrante inclinée. Ils sont ainsi remis à plat et conduits via un tapis roulant comprenant 4 couloirs sur des palettes.
Après la mise sous housse plastique, les palettes de pavés rustiques sont entreposées sur le chantier.
13. Expédition
Interblocs dispose de 4 élévateurs à pince pour le chargement des camions. Les livraisons sur chantier sont assurées par un camion grue de 13 m de portée avec ou sans remorque.
14. Contrôle qualité
Des contrôles de qualité rigoureux interviennent aussi bien au niveau des matières premières que lors de toutes les étapes du processus de fabrication. Par la suite, les produits finis subissent un contrôle minutieux dans notre laboratoire interne ainsi que dans des laboratoires externes. Les produits sont enfin étiquetés pour garantir la traçabilité depuis le début de sa fabrication.
Nos valeurs
Dans un souci d’amélioration continue et dans le but de satisfaire pleinement et durablement notre clientèle et nos parties prenantes, nous nous engageons à mettre en place, gérer, adapter et respecter un système de management de la qualité.
>Nous accordons de l’importance à la sensibilisation et la participation de chaque membre de notre société dans cette démarche.
Afin de respecter la norme ISO 9001 relative aux systèmes de management de la qualité, nous souhaitons également nous conformer aux exigences légales et réglementaires dans le cadre de nos activités.
40 ans d'expérience
Notre entreprise est une véritable référence dans le domaine de la fabrication d'éléments en béton de qualité. Notre équipe dévouée et passionnée a su perfectionner son savoir-faire au fil des décennies, garantissant ainsi des produits d'une excellence inégalée.
Une équipe expérimentée
Notre entreprise s'appuie sur une équipe exceptionnelle dotée d’une expérience et de qualifications précieuses. Chacun de nos membres est un expert passionné dans son domaine, mettant son savoir-faire au service de la fabrication d'éléments en béton de la plus haute qualité.
Des produits de qualité
Chacun de nos produits est fabriqué avec le souci du détail, en utilisant les meilleures matières premières disponibles. Grâce à notre expérience, nous sommes en mesure de produire des éléments en béton qui répondent aux normes les plus strictes en matière de durabilité, de résistance et de performance.
La société INTERBLOCS sa a été créée en 1978 sur le site de la zone industrielle de Recogne à Libramont en Belgique.
À l’origine, Georges Collard, négociant en matériaux, voulait notamment devenir autonome au niveau de ses approvisionnements en blocs de maçonnerie (parpaings). L’usine, déjà entièrement automatisée à l’époque, produisait donc des blocs (parpaings) pour la consommation propre au commerce de Monsieur Collard mais aussi pour d’autres revendeurs de la région.
Dès 1981, Interblocs est confronté à la crise du bâtiment et voit son chiffre d’affaires évoluer à la baisse
C’est l’élément déclencheur pour la diversification de la production. Georges Collard revient d’un voyage en Alsace avec en tête un nouveau produit : le pavé béton pour les aménagements privés.
Le début des années 2000 est marqué par la conquête des marchés publiques en ce qui concerne les aménagements en pavés béton.
Nombre de trottoirs, places et placettes, parkings et petites voiries sont pavés de produits Interblocs. C’est à ce moment qu’apparaissent les épaisseurs de 8 et 10 cm pour ces pavés.
Enfin, dernier nouveau produit sorti de l’usine : Kwadrato, la dalle grand format d’Interblocs.
Quant au dernier projet qui n’est pas un produit béton mais un outil de développement économique : MonPavé.fr ou MonPavé.be, le site de vente sur internet d’Interblocs, il est mis en ligne en mai 2016
En 2019, l’entreprise décide d’innover en proposant un tout nouveau produit : le béton luminescent.
Cette technologie luminescente offre une nouvelle vision du béton, tant au niveau esthétique que pratique. (Dans le sens baliser les allées… utile pour la sécurité). Dès lors, Interblocs crée la marque : Taglight.
2021 est une année de changement pour Interblocs.
En effet, la société s’allie à Eurobloc ! Donc, depuis le vendredi 26 février 2021, Interblocs possède une société sœur. Cette union s’est faite dans le but de conserver l’ancrage local des entreprises et de partager le savoir-faire de ces deux concurrents historiques. Grâce à cette union, vous pourrez profiter dès à présent d’une plus grande expertise.
2022 : Un peu moins de 10 ans après leur création, les éléments préfabriqués (démoulage différé) se développent chez Interblocs.
Certains besoins et certaines demandes se font ressentir de la part des auteurs de projet dans l’idée de personnaliser les aménagement publics. Il est fréquent d’avoir des demandes bien spécifiques pour ces produits. C’est pourquoi, Interblocs investi dans la construction d’une nouvelle usine dédiée aux produits préfabriqués.